مقالات
فرآیند اکستروژن پلاستیک: روش Extrusion پلیمر + ویدیو
فرآیند اکستروژن پلاستیک یا روزن رانی پلیمر، روشی حیاتی در صنعت برای تبدیل گرانول پلاستیک به محصولات پیوسته و با مقطع ثابت مانند لوله، ورق و فیلم است.
این فرآیند، ستون فقرات تولید بسیاری از محصولات پلاستیکی است که هر روز با آنها سروکار داریم. اکستروژن امکان تولید انبوه، پیوسته و با کیفیت بالا را فراهم میکند و از این رو، جایگاهی بیبدیل در صنایع گوناگون یافته است. در این مقاله به صورت جامع و دقیق به معرفی فرآیند اکستروژن پلاستیک، از تعریف پایه تا اجزا، مراحل، انواع، کاربردها، مزایا، معایب و راهکارهای بهینهسازی آن خواهیم پرداخت تا تصویری کامل از این تکنولوژی مهم ترسیم شود.
آنچه خواهید خواند: (انتخاب سریع)
اکستروژن پلاستیک (روزن رانی پلیمر) چیست؟ تعریف جامع و دقیق
اکستروژن پلاستیک (Extrusion)، که در فارسی به آن روزن رانی پلیمر نیز گفته میشود، یک فرآیند شکلدهی حرارتی است که در آن مواد پلیمری خام (معمولاً به شکل گرانول، پودر یا پرک) ذوب شده و تحت فشار از یک قالب یا دای با مقطع مشخص عبور داده میشوند تا به شکلی پیوسته و با طول نامحدود تبدیل گردند.
این فرآیند شباهت زیادی به خارج شدن خمیردندان از تیوب دارد، با این تفاوت که در اکستروژن، پلیمر مذاب پس از خروج از قالب، سرد شده و شکل نهایی خود را حفظ میکند. هدف اصلی، تبدیل مواد اولیه پلیمری به محصولاتی با سطح مقطع ثابت و یکنواخت است که میتواند شامل لولهها، پروفیلها، ورقها، فیلمها، روکش سیم و کابل یا رشتههای پلیمری باشد.
شرکت اکسیر پلیمر به عنوان یک تولیدکننده گرانول بازیافتی و تولیدکننده کامپاند پلیمری، نقش کلیدی در تأمین این مواد اولیه برای فرآیند اکستروژن دارد. موادی مانند گرانول پلی پروپیلن، گرانول پلی استایرن، گرانول abs و گرانول hdpe از جمله متداولترین خوراکهای ورودی به دستگاههای اکستروژن هستند.
تاریخچه مختصر اکستروژن: از ابتدا تا پلاستیکها
مفهوم اکستروژن به قرن هفدهم میلادی بازمیگردد، جایی که جوزف براما (Joseph Bramah) در سال ۱۷۹۷ ایدهای برای تولید لوله با فشار دادن فلز مذاب از طریق قالب ارائه داد. اما کاربرد گستردهتر آن در صنعت فلزات، به ویژه آلومینیوم و مس، در قرن نوزدهم آغاز شد. نقطه عطف واقعی برای صنعت پلاستیک، در دهه ۱۸۷۰ با توسعه اولین اکسترودرهای مارپیچ تک برای تولید محصولات لاستیکی و سپس سلولوئید رخ داد.
با کشف و توسعه پلیمرهای مصنوعی در قرن بیستم، به ویژه با ظهور پلی اتیلن و پلی پروپیلن، فرآیند اکستروژن به سرعت تکامل یافت و به یکی از روشهای اصلی شکلدهی پلاستیک تبدیل شد. نوآوریهایی مانند توسعه اکسترودرهای دو مارپیچ و روشهای کو-اکستروژن، توانایی این فرآیند را برای تولید محصولات پیچیدهتر با خواص بهبود یافته به شدت افزایش داد.
تمایز کلیدی: اکستروژن پلاستیک در برابر قالبگیری تزریقی و سایر روشها
در صنعت پلاستیک، روشهای مختلفی برای شکلدهی مواد پلیمری وجود دارد که هر یک مزایا و محدودیتهای خاص خود را دارند. اکستروژن یکی از برجستهترین این روشهاست، اما تفاوتهای عمدهای با سایر فرآیندها دارد که درک آنها ضروری است.
اکستروژن در مقابل قالبگیری تزریقی (Injection Molding)
تفاوت اصلی بین اکستروژن و قالبگیری تزریقی در نوع محصول نهایی و مکانیزم شکلدهی است:
| ویژگی | فرآیند اکستروژن (روزن رانی) | قالبگیری تزریقی (Injection Molding) |
|---|---|---|
| نوع محصول نهایی | پیوسته و با مقطع ثابت (لوله، ورق، پروفیل، فیلم) | گسسته و سهبعدی پیچیده (قطعات صنعتی، لوازم خانگی، اسباببازی) |
| مکانیسم شکلدهی | عبور پیوسته مذاب از دای (قالب) باز | تزریق مذاب به داخل قالب بسته و سرد شدن آن |
| پیچیدگی هندسی | محدود به مقاطع ثابت، اما با طول نامحدود | قابلیت تولید اشکال بسیار پیچیده و دقیق سهبعدی |
| هزینه قالب | معمولاً پایینتر | معمولاً بالاتر |
| حجم تولید | بالا و پیوسته | بالا و گسسته |
اشاره کوتاه به سایر روشهای شکلدهی پلاستیک
- قالبگیری بادی (Blow Molding): برای تولید محصولات توخالی مانند بطریها و ظروف استفاده میشود.
- قالبگیری فشاری (Compression Molding): مناسب برای مواد ترموست و قطعات با اشکال سادهتر و ضخامت دیواره یکنواخت.
- قالبگیری دورانی (Rotational Molding): برای تولید قطعات توخالی بزرگ با دیوارههای نسبتاً یکنواخت، بدون نیاز به فشار بالا.
اجزای اصلی دستگاه اکسترودر پلاستیک: آشنایی با قلب فرآیند
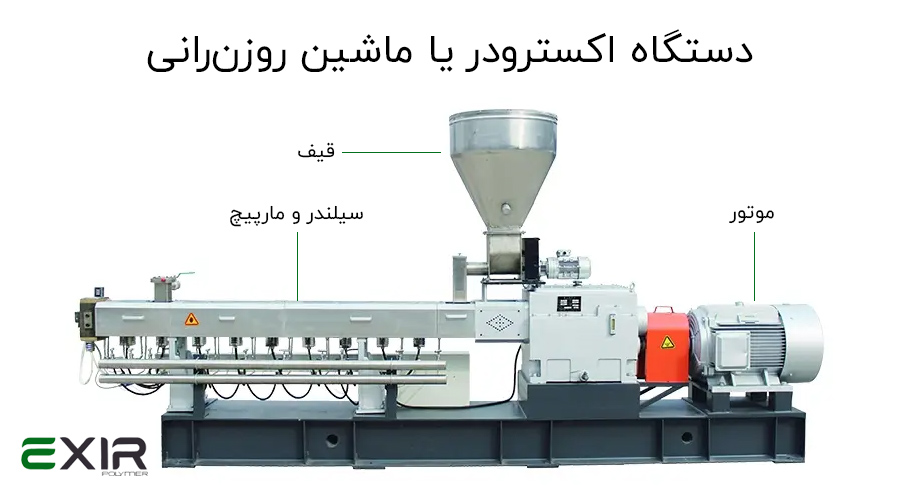
دستگاه اکسترودر، قلب تپنده فرآیند اکستروژن پلاستیک است. شناخت اجزای این دستگاه برای درک کامل عملکرد آن ضروری است:
قیف (Hopper)
قیف، نقطه ورود مواد اولیه پلیمری به دستگاه است. گرانولها، پودرها یا پرکهای پلیمری به همراه افزودنیهایی مانند رنگدانهها، پایدارکنندهها، پرکنندهها و تقویتکنندهها از طریق این بخش وارد سیلندر میشوند. طراحی قیف باید به گونهای باشد که جریان مواد به داخل سیلندر به صورت یکنواخت و بدون گرفتگی انجام شود.
سیلندر (Barrel)
سیلندر، محفظهای استوانهای و گرمشونده است که مارپیچ در آن میچرخد. مواد پلیمری در این محفظه تحت تأثیر حرارت و برش مکانیکی ناشی از چرخش مارپیچ، ذوب شده و پلاستیک میشوند. سیلندر معمولاً به چند ناحیه حرارتی (Heating Zones) تقسیم میشود که هر یک دارای المنتهای گرمایشی مستقل و سیستم کنترل دما هستند. تنظیم دقیق دمای هر زون برای ذوب تدریجی و یکنواخت پلیمر حیاتی است.
مارپیچ (Screw)
مارپیچ، مهمترین جزء اکسترودر است که وظایف انتقال مواد، ذوب، فشردهسازی، اختلاط و پمپاژ مذاب را بر عهده دارد. طراحی مارپیچ بر کارایی فرآیند و کیفیت محصول نهایی تأثیر بسزایی دارد.
انواع مارپیچ
- مارپیچ تک (Single Screw Extruder): رایجترین نوع اکسترودر است و برای فرآیندهای سادهتر مانند تولید لوله، پروفیل و فیلم استفاده میشود. این نوع اکسترودر دارای یک مارپیچ است و معمولاً برای پلیمرهایی با ویسکوزیته متوسط مناسب است.
- مارپیچ دو (Twin Screw Extruder): دارای دو مارپیچ است که میتوانند همسوگرد (Co-rotating) یا ناهمسوگرد (Counter-rotating) باشند.
- همسوگرد (Co-rotating): برای کاربردهایی مانند کامپاندینگ و آلیاژسازی پلیمرها (مانند تولید کامپاند پلی پروپیلن یا کامپاند پلی استایرن) و افزودن فیلرها و تقویتکنندهها به پلیمرها ایدهآل است، زیرا قابلیت اختلاط بسیار بالایی دارد.
- ناهمسوگرد (Counter-rotating): برای فرآیندهای حساس به برش و پلیمرهای خاص مانند PVC-U که نیاز به کنترل دقیقتر دما و برش دارند، کاربرد دارد. این نوع مارپیچ نیروی برشی بالاتری اعمال میکند.
مارپیچها از سه بخش اصلی تشکیل شدهاند: زون تغذیه (Feeding Zone) برای انتقال اولیه مواد، زون فشردهسازی (Compression Zone) برای ذوب و متراکم کردن پلیمر، و زون اندازهگیری (Metering Zone) برای پمپاژ یکنواخت مذاب به سمت قالب.
مجموعه صافی (Screen Pack) و صفحه شکننده (Breaker Plate)
این مجموعه در انتهای سیلندر و قبل از قالب قرار میگیرد. صافیها (معمولاً شبکههای فلزی) وظیفه فیلتراسیون مذاب و حذف ناخالصیها را دارند. صفحه شکننده نیز باعث ایجاد فشار برگشتی یکنواخت، بهبود اختلاط و تثبیت جریان مذاب میشود.
هد (Die Head) و قالب (Die)
هد، محفظهای است که مذاب را از سیلندر به سمت قالب هدایت میکند. قالب، مهمترین جزء شکلدهی است که به مذاب پلیمر شکل نهایی و مقطع مورد نظر را میدهد. انواع قالبها بسته به محصول نهایی متفاوت است (مانند قالبهای لوله، ورق، فیلم، پروفیل).
سیستم خنککننده (Cooling System)
پس از خروج مذاب از قالب، محصول باید به سرعت سرد شود تا شکل خود را تثبیت کند. این سیستم شامل وانهای آب، غلتکهای خنککننده (برای ورق و فیلم) یا دمندههای هوا است. کنترل دقیق دما در این مرحله برای جلوگیری از تغییر شکل یا تاب برداشتن محصول نهایی بسیار مهم است.
سیستم کشش (Haul-off) و برش (Cutter)
سیستم کشش (معمولاً به صورت کاترپیلار یا غلتک) محصول را با سرعت ثابت از قالب بیرون میکشد و به کنترل دقیق ابعاد نهایی (مانند ضخامت دیواره لوله یا ورق) کمک میکند. پس از آن، سیستم برش، محصول را به طولهای دلخواه برش میدهد.
فرآیند اکستروژن پلاستیک: گام به گام تا محصول نهایی
فرآیند اکستروژن پلاستیک شامل شش مرحله اصلی و پیوسته است که هر یک نقش حیاتی در تولید محصول نهایی با کیفیت ایفا میکنند:
مرحله ۱: تغذیه و انتقال مواد (Feeding & Conveying)
در این مرحله، مواد اولیه پلیمری (مانند گرانول پلی پروپیلن یا گرانول hdpe) از طریق قیف وارد سیلندر اکسترودر میشوند. مارپیچ در حال چرخش، این مواد را از ناحیه تغذیه به سمت جلو، یعنی به سمت مناطق گرمتر سیلندر، منتقل میکند. سرعت و یکنواختی تغذیه مواد بر پایداری فرآیند تأثیر مستقیم دارد.
مرحله ۲: ذوب و پلاستیکاسیون (Melting & Plastication)
با حرکت مواد به جلو در سیلندر، تحت تأثیر حرارت المنتهای گرمایشی و همچنین برش مکانیکی و اصطکاک ناشی از چرخش مارپیچ، دمای ترموپلاستیک افزایش یافته و به تدریج ذوب میشود. در این مرحله، پلیمر از حالت جامد به حالت مذاب ویسکوالاستیک تغییر شکل میدهد.
مرحله ۳: اختلاط و همگنسازی (Mixing & Homogenization)
در طول فرآیند ذوب و انتقال، مارپیچ علاوه بر ذوب کردن، وظیفه مهم اختلاط و همگنسازی مذاب را نیز بر عهده دارد. این اختلاط تضمین میکند که افزودنیها، رنگدانهها و سایر مواد به صورت یکنواخت در سراسر مذاب توزیع شوند و مذاب دارای دمای یکنواختی باشد. این مرحله برای تولید کامپاند پلیمری یکنواخت بسیار حیاتی است.
مرحله ۴: پمپاژ و شکلدهی (Pumping & Shaping)
پس از همگنسازی کامل، مارپیچ مذاب را با فشار کافی به سمت هد و قالب پمپاژ میکند. مذاب از طریق قالب (Die) که مقطع محصول نهایی را تعریف میکند، عبور کرده و شکل مورد نظر را به خود میگیرد. طراحی دقیق قالب برای دستیابی به ابعاد و کیفیت سطحی مطلوب بسیار مهم است.
مرحله ۵: خنککاری و سختشدن (Cooling & Solidification)
محصول پلیمری که به تازگی از قالب خارج شده، هنوز در حالت مذاب و نرم است. بلافاصله پس از خروج، وارد سیستم خنککننده میشود. این سیستم (مانند وان آب یا غلتکهای سرد) حرارت را از محصول خارج کرده و باعث سخت شدن و تثبیت ابعاد نهایی آن میشود. کنترل سرعت خنککاری بر روی خواص مکانیکی و ابعاد محصول نهایی تأثیرگذار است.
مرحله ۶: کشش و برش (Hauling & Cutting)
در مرحله پایانی، سیستم کشش، محصول سرد شده را با سرعت کنترلشدهای از خط تولید خارج میکند و باعث کنترل دقیق ضخامت و ابعاد آن میشود. سپس، سیستم برش (Cutter) محصول را به طولهای مورد نیاز برش میدهد یا به صورت کلاف و رول درمیآورد. این مرحله کیفیت نهایی و آمادهسازی محصول برای بستهبندی را تضمین میکند.
انواع فرآیندهای اکستروژن پلاستیک (بر اساس شکل محصول نهایی)
فرآیند اکستروژن با توجه به طراحی قالب و تجهیزات جانبی، میتواند انواع بسیار متنوعی از محصولات پلاستیکی را تولید کند:
- اکستروژن لوله و پروفیل (Pipe & Profile Extrusion): متداولترین کاربرد برای تولید لولههای آب، گاز، فاضلاب، لولههای صنعتی و همچنین پروفیلهای در و پنجره، روکشهای کابل و قطعات ساختمانی.
-
- اکستروژن ورق و صفحه (Sheet & Film Extrusion):
- اکستروژن فیلم بادی (Blown Film Extrusion): برای تولید فیلمهای نازک مانند نایلون، نایلکس، کیسههای زباله و فیلمهای بستهبندی. در این روش، مذاب به شکل یک لوله عمودی از قالب خارج شده و با دمیدن هوا، متورم و نازک میشود.
- اکستروژن فیلم تخت (Cast Film Extrusion): برای تولید فیلمهای با شفافیت بالا و خواص مکانیکی خوب، مانند فیلمهای کششپذیر (استرچ فیلم) و فیلمهای روکش بستهبندی. مذاب روی یک غلتک سرد ریخته شده و به فیلم تبدیل میشود.
- اکستروژن ورق و صفحه (Sheet & Film Extrusion):
- اکستروژن پوششدهی (Coating Extrusion): برای روکشدهی مواد دیگر مانند سیم و کابل، لولههای فلزی یا کاغذ با یک لایه پلیمری به منظور بهبود خواص عایقکاری، محافظت در برابر خوردگی یا ایجاد یک سطح مقاوم.
- اکستروژن رشته (Filament Extrusion): تولید رشتههای پلیمری نازک که برای تولید نخهای صنعتی، الیاف پارچه، برسها یا فیلامنتهای مورد استفاده در پرینترهای سهبعدی کاربرد دارند.
- کو-اکستروژن (Co-extrusion): یک فرآیند پیشرفته که در آن دو یا چند نوع پلیمر مذاب به طور همزمان از یک قالب عبور میکنند تا محصولی چندلایه با خواص ترکیبی تولید شود. این روش برای ساخت فیلمهای بستهبندی با لایههای محافظ گازی (مانند فیلمهای EVA/PVDC/PE) یا لولههای چندلایه با خواص بهبودیافته (مانند لولههای PE-RT برای آب گرم) کاربرد فراوانی دارد.
پلیمرهای رایج در فرآیند اکستروژن پلاستیک
اکستروژن قابلیت پردازش طیف وسیعی از ترموپلاستیکها را دارد. انتخاب پلیمر مناسب بستگی به کاربرد نهایی و خواص مورد نیاز محصول دارد:
- پلی اتیلن (PE): با گریدهای مختلفی چون HDPE (پلیاتیلن با چگالی بالا) برای لولهها، LDPE (پلیاتیلن با چگالی پایین) برای فیلمهای بادی و LLDPE (پلیاتیلن خطی با چگالی پایین) برای فیلمهای کششی، یکی از پرکاربردترین پلیمرهاست. گرانول hdpe و سایر گرانولهای پلیاتیلن به طور گسترده در این صنعت استفاده میشوند.
- پلی پروپیلن (PP): به دلیل مقاومت شیمیایی و حرارتی خوب، در تولید لوله، ورق و الیاف کاربرد دارد. گرانول پلی پروپیلن و کامپاند پلی پروپیلن برای ساخت قطعات با مقاومت بالا ایدهآل هستند.
- پلیوینیل کلراید (PVC): در دو نوع نرم (برای روکش کابل، شیلنگ) و سخت (برای لوله و پروفیل) استفاده میشود. PVC سخت به ویژه برای ساخت پنجرهها و لولههای آب بسیار رایج است.
- پلی استایرن (PS): شامل PS عمومی (GPPS) برای شفافیت و PS هایایمپکت (HIPS) برای مقاومت به ضربه. گرانول پلی استایرن برای تولید ورقهای یکبار مصرف و بستهبندیها کاربرد دارد.
- اکریلونیتریل بوتادین استایرن (ABS): به دلیل تعادل خوب خواص مکانیکی، سختی و مقاومت به ضربه، در تولید پروفیلها و قطعات مصرفی کاربرد دارد. گرانول abs در صنایع خودروسازی و لوازم خانگی متداول است.
- پلیاتیلن ترفتالات (PET): عمدتاً برای تولید الیاف و ورقهای بستهبندی (مانند بطریها) به کار میرود.
- پلیکربنات (PC): به دلیل شفافیت بالا و مقاومت به ضربه فوقالعاده، در تولید ورقهای شفاف و قطعات نوری استفاده میشود.
- پلیآمید (PA) – نایلون: برای تولید الیاف و فیلمهای با مقاومت بالا و مقاومت به سایش.
- پلیمتیل متاکریلات (PMMA) – پلکسی گلاس: برای تولید ورقهای شفاف (مانند ورقهای پلکسی گلاس) و قطعات تزئینی به دلیل شفافیت و مقاومت به UV.
علاوه بر اینها، ترموپلاستیک الاستومرها (TPEs) نیز به دلیل خواص الاستیکی و قابلیت پردازش مشابه ترموپلاستیکها، در فرآیند اکستروژن برای تولید شیلنگها، درزگیرها و قطعات انعطافپذیر کاربرد دارند.
کاربردهای گسترده فرآیند اکستروژن پلاستیک در صنایع مختلف
فرآیند اکستروژن به دلیل versatility و قابلیت تولید انبوه، در صنایع مختلفی کاربردهای گستردهای یافته است:
- صنعت ساختمان: لولهکشی (آب، فاضلاب، برق)، پروفیلهای در و پنجره (UPVC)، عایقکاری، پوششهای کف و دیوار.
- صنعت بستهبندی: انواع فیلمها و ورقها برای بستهبندی مواد غذایی، دارویی و صنعتی؛ نایلونها، نایلکسها و کیسههای خرید.
- صنعت خودروسازی: شیلنگها، لولههای سوخت، پوششهای داخلی، قطعات پلاستیکی داخل کابین و برخی قطعات موتور.
- کشاورزی: لولههای آبیاری قطرهای، پوششهای گلخانهای، فیلمهای مالچپاشی.
- لوازم خانگی و مصرفی: قطعات پلاستیکی مختلف در یخچال، ماشین لباسشویی، جاروبرقی و سایر لوازم خانگی.
- صنایع الکتریکی و مخابراتی: روکش سیم و کابل برای عایقکاری، لولههای محافظ کابل.
- صنعت پزشکی: لولههای پزشکی، سوندها، کیسههای سرم، قطعات تجهیزات آزمایشگاهی.
- صنعت چاپ سهبعدی: تولید فیلامنتهای پلیمری (مانند PLA و ABS) برای پرینترهای سهبعدی FDM.
اکستروژن پلاستیک نه تنها امکان تولید محصولات روزمره ما را فراهم میکند، بلکه با انعطافپذیری بینظیر خود، راهحلهای نوآورانه برای چالشهای صنایع مختلف ارائه میدهد.
مزایای فرآیند اکستروژن پلاستیک
اکستروژن به عنوان یک روش تولید پلاستیک، مزایای قابل توجهی دارد که آن را به گزینهای جذاب برای تولیدکنندگان تبدیل کرده است:
- قابلیت تولید پیوسته و با حجم بسیار بالا: این فرآیند ذاتاً پیوسته است و امکان تولید انبوه محصولات را با سرعت بالا فراهم میکند.
- تولید محصولات با مقطع ثابت و طول نامحدود: محصولاتی مانند لوله، سیم، و ورق میتوانند به صورت پیوسته و با هر طولی که مورد نیاز است تولید شوند.
- امکان تولید اشکال پیچیده و متنوع مقطعی: با طراحی مناسب قالب، میتوان پروفیلهای با اشکال مقطعی نسبتاً پیچیده را تولید کرد.
- کنترل نسبتاً خوب بر ابعاد محصول: با تنظیم دقیق پارامترهای فرآیند و سیستم کشش، میتوان به تلرانسهای ابعادی قابل قبولی دست یافت.
- امکان استفاده از مواد بازیافتی و افزودنیها: اکستروژن به خوبی امکان ترکیب مواد نو با گرانول بازیافتی و انواع افزودنیها و کامپاند پلیمری را فراهم میکند که به کاهش هزینهها و پایداری محیط زیست کمک میکند.
- مقرون به صرفه بودن برای تولید انبوه: به دلیل ظرفیت تولید بالا و اتوماسیون نسبی، هزینه تولید هر واحد محصول در مقیاس انبوه پایین است.
چالشها و معایب فرآیند اکستروژن پلاستیک
با وجود مزایای فراوان، فرآیند اکستروژن نیز با چالشها و محدودیتهایی همراه است که باید مورد توجه قرار گیرند:
- هزینه اولیه بالا برای خرید و راهاندازی تجهیزات: سرمایهگذاری اولیه برای خرید اکسترودر، قالبها و تجهیزات جانبی میتواند قابل توجه باشد.
- محدودیت در تولید اشکال غیرپیوسته یا سهبعدی پیچیده: اکستروژن ذاتاً برای تولید محصولات با مقطع ثابت طراحی شده است و برای تولید قطعات سهبعدی پیچیده، روشهای دیگری مانند قالبگیری تزریقی مناسبترند.
- نیاز به کنترل دقیق پارامترهای فرآیند: دما، فشار، سرعت مارپیچ، سرعت کشش و خنککاری باید به دقت کنترل شوند تا کیفیت محصول نهایی تضمین شود. هر گونه نوسان میتواند به عیوب منجر شود.
- مشکلات رایج تولید و راهحلهای مقدماتی آنها: این فرآیند مستعد بروز برخی عیوب خاص است که نیاز به عیبیابی و اصلاح سریع دارند.
مشکلات رایج در فرآیند اکستروژن پلاستیک و عیبیابی اولیه
در فرآیند اکستروژن، ممکن است مشکلات مختلفی در محصول نهایی ایجاد شود که ناشی از عدم تنظیم صحیح پارامترها یا نقص در مواد اولیه است. آشنایی با این مشکلات و راهحلهای اولیه آنها برای هر تولیدکننده گرانول بازیافتی یا تولیدکننده کامپاند پلیمری و همچنین اپراتور اکسترودر ضروری است:
- شکست مذاب (Melt Fracture): به صورت ناهمواری، ترک یا شکستگی سطح محصول ظاهر میشود.
- علل: سرعت برش بیش از حد بالا در قالب، ویسکوزیته بالای مذاب، دمای پایین مذاب.
- راهحلها: کاهش سرعت تولید، افزایش دمای مذاب، تغییر در طراحی قالب.
- تغییرات ابعادی (Dimensional Variation): نوسانات در ضخامت یا ابعاد محصول.
- علل: نوسانات دما در سیلندر یا قالب، نوسانات در سرعت مارپیچ یا سرعت کشش، عدم یکنواختی در تغذیه مواد.
- راهحلها: تنظیم و کنترل دقیقتر دما و سرعتها، بررسی سیستم تغذیه مواد.
- نواقص سطحی (Surface Imperfections): شامل خطوط، حبابها، تیرگی، یا ناهمواریهای سطحی.
- علل: وجود رطوبت در مواد اولیه، ناخالصیها، دمای نامناسب قالب، سایش یا خوردگی قالب.
- راهحلها: پیشخشک کردن مواد، فیلتراسیون بهتر مذاب، تنظیم دما، تمیز کردن یا پولیش قالب.
- عدم همگنی رنگ و ترکیب (Poor Mixing/Color Streaks): خطوط یا لکههای رنگی غیریکنواخت در محصول.
- علل: اختلاط ناکافی افزودنیها یا رنگدانهها، طراحی نامناسب مارپیچ، دمای پایین مذاب.
- راهحلها: افزایش زمان اختلاط، افزایش دمای مذاب، استفاده از مارپیچ با قابلیت اختلاط بهتر (مانند مارپیچ دو).
- مسدود شدن قالب (Die Clogging): کاهش یا توقف جریان مذاب از قالب.
- علل: وجود ناخالصیهای بزرگ در مذاب، پلیمر سوخته یا دانه نشده، دمای پایین قالب.
- راهحلها: بهبود فیلتراسیون، افزایش دمای قالب، تمیز کردن دورهای قالب.
راهکارهای بهینهسازی فرآیند اکستروژن پلاستیک: بهبود کیفیت و بهرهوری
برای دستیابی به حداکثر کیفیت و بهرهوری در فرآیند اکستروژن، اتخاذ راهکارهای بهینهسازی ضروری است:
- انتخاب صحیح مواد اولیه و افزودنیها: استفاده از گرانول پلی پروپیلن، گرانول پلی استایرن، گرانول abs، گرانول hdpe، کامپاند پلی پروپیلن و کامپاند پلی استایرن با کیفیت و مناسب برای کاربرد مورد نظر، از ارکان اصلی موفقیت است. مشورت با یک تولیدکننده گرانول بازیافتی و تولیدکننده کامپاند پلیمری معتبر مانند اکسیر پلیمر میتواند در انتخاب بهینه مواد یاریرسان باشد.
- تنظیم دقیق پروفایل دما در سیلندر و دای: ایجاد یک پروفایل دمایی صحیح و تدریجی از ناحیه تغذیه تا قالب، برای ذوب یکنواخت و جلوگیری از تخریب حرارتی پلیمر حیاتی است.
- بهینهسازی سرعت مارپیچ و فشار: سرعت مارپیچ باید متناسب با ظرفیت ذوب و نیاز فرآیند تنظیم شود تا از شکست مذاب یا اختلاط ناکافی جلوگیری شود.
- نقش طراحی مناسب قالب: طراحی دقیق قالب از نظر هندسه، جنس و کانالهای جریان مذاب، بر روی یکنواختی جریان، کیفیت سطح و تلرانس ابعادی محصول نهایی تأثیر مستقیم دارد.
- اهمیت نگهداری و کالیبراسیون منظم دستگاه اکسترودر: سرویس و نگهداری منظم قطعات اصلی مانند مارپیچ، سیلندر و سیستمهای گرمایشی و خنککننده، باعث افزایش طول عمر دستگاه و پایداری فرآیند میشود.
- استفاده از سیستمهای کنترل پیشرفته: بهرهگیری از سیستمهای کنترل خودکار و سنسورهای دقیق برای پایش لحظهای دما، فشار و سرعت، به حفظ پایداری فرآیند و کاهش عیوب کمک میکند.
در صنعت پلاستیک، کیفیت مواد اولیه نقشی حیاتی در نتیجه نهایی فرآیند اکستروژن ایفا میکند. انتخاب درست گرانول و کامپاند، سنگبنای تولید محصولی بیعیبونقص است.
جمع بندی و نتیجه گیری
فرآیند اکستروژن پلاستیک یا روزن رانی پلیمر، بدون شک یکی از مهمترین و پرکاربردترین تکنولوژیها در صنعت پلاستیک مدرن است. این فرآیند امکان تبدیل مواد اولیه پلیمری را به طیف وسیعی از محصولات پیوسته با مقاطع ثابت و کاربردهای متنوع فراهم میآورد. از لولهکشی و پروفیلهای ساختمانی گرفته تا فیلمهای بستهبندی و الیاف صنعتی، ردپای اکستروژن را میتوان در محصولات روزمره بیشماری مشاهده کرد.
درک عمیق از اجزا، مراحل، انواع و چالشهای این فرآیند، برای هر فعال و علاقهمند در این حوزه ضروری است. با تکیه بر دانش فنی و بهرهگیری از مواد اولیه با کیفیت، میتوان به بهبود مستمر کیفیت محصول و بهرهوری فرآیند دست یافت. شرکتهایی نظیر اکسیر پلیمر با تولیدکننده گرانول بازیافتی و تولیدکننده کامپاند پلیمری نقش مهمی در تأمین مواد اولیه استاندارد و تخصصی برای این صنعت ایفا میکنند. استفاده از گرانول پلی پروپیلن و کامپاند پلی پروپیلن با کیفیت، تضمینکننده تولید محصولات نهایی مرغوب است.
با پیشرفتهای مداوم در زمینه علم مواد پلیمری و تکنولوژی ماشینسازی، آینده اکستروژن پلاستیک روشن به نظر میرسد. نوآوریهایی در اکستروژن هوشمند و استفاده از پلیمرهای زیستتخریبپذیر، افقهای جدیدی را برای این صنعت گشوده و آن را بیش از پیش به سمت پایداری و کارایی سوق خواهد داد.
سوالات متداول
۱. فرآیند اکستروژن پلاستیک برای تولید چه محصولاتی مناسبتر است؟
برای تولید محصولات پیوسته و با مقطع ثابت مانند لولهها، پروفیلها، ورقها، فیلمها و روکش سیم و کابل مناسب است.
۲. تفاوت اکسترودر تک مارپیچ و دو مارپیچ چیست و هر کدام برای چه موادی کاربرد دارند؟
اکسترودر تک مارپیچ سادهتر است و برای پلیمرهای عمومی کاربرد دارد، در حالی که اکسترودر دو مارپیچ (همسوگرد یا ناهمسوگرد) برای اختلاط بهتر، کامپاندینگ و پردازش پلیمرهای حساس به برش یا حاوی پرکننده زیاد استفاده میشود.
۳. چگونه میتوان عیوب رایج در محصولات اکسترود شده پلاستیکی را برطرف کرد؟
با تنظیم دقیق پارامترهای دما، فشار و سرعت، پیشخشک کردن مواد، فیلتراسیون بهتر مذاب و نگهداری منظم دستگاه میتوان عیوب را کاهش داد.
۴. آیا میتوان در فرآیند اکستروژن پلاستیک از مواد بازیافتی استفاده کرد؟
بله، این فرآیند امکان استفاده از گرانول بازیافتی را فراهم میکند که به کاهش هزینهها و اثرات زیستمحیطی کمک میکند.
۵. نقش کو-اکستروژن در توسعه محصولات جدید پلاستیکی چیست؟
کو-اکستروژن امکان تولید محصولات چندلایه با خواص ترکیبی و بهبودیافته (مانند مقاومت بیشتر در برابر نفوذ گاز یا رطوبت) را فراهم میکند و به نوآوری در صنعت کمک میکند.


 English
English